ōPų▌╩ąĮŁČ╝ģ^¢|╩óėĪ╚ŠÖCąĄÅS
www.ggjmjx.com/company/d4451035/
╦č▒ŠĄĻ
╦č╚½ŠW

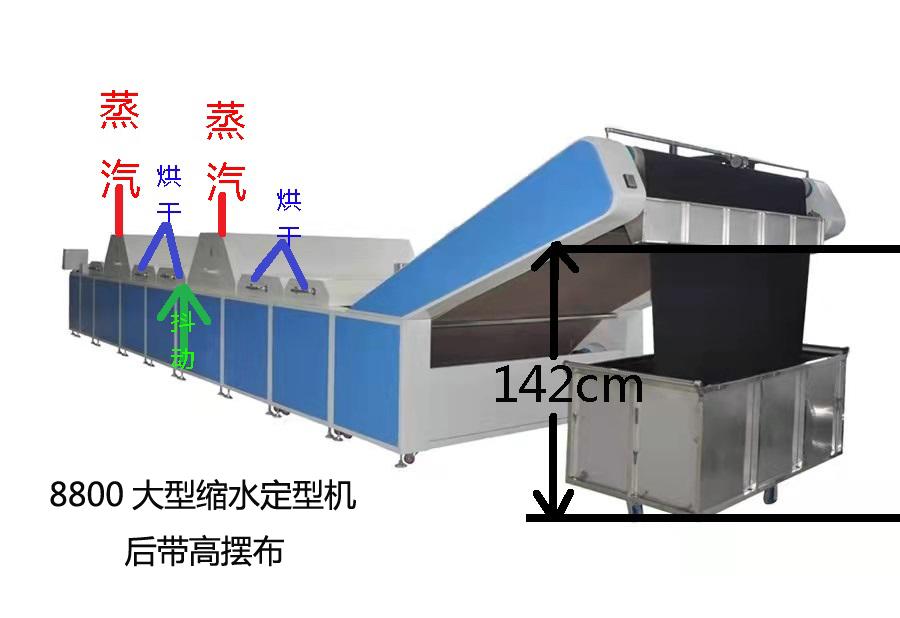
Æ▀ę╗Æ▀Ż¼╩ųÖCįLå¢
ōPų▌╩ąĮŁČ╝ģ^¢|╩óėĪ╚ŠÖCąĄÅS
www.ggjmjx.com/company/d4451035/
Æ▀ę╗Æ▀Ż¼╩ųÖCįLå¢
ōPų▌╩ąĮŁČ╝ģ^¢|╩óėĪ╚ŠÖCąĄÅS

ārĖ±Ż║├µūh

ārĖ±Ż║Żż300000.00
| ŲĘŅÉ | ═╦Ø{ÖC | ŲĘ┼Ų | ¢|╩ó |
|---|---|---|---|
| ą═╠¢ | ¢|╩ó |
Ė▀Įoę║Ū░╠Ä└Ē
─┐Ū░į┌├▐┐Ś╬’Ū░╠Ä└Ē╔·«aųą│ŻęŖ┘|┴┐å¢Ņ}ų„ę¬Ę┤ė│į┌Ż║1.▀B└m═╦ų¾Ų»╣ż╦ćųąĄ─Śl╗©Ż¼ÖMÖnėĪŻ¼ų¾ŠÜ▓╗═ĖĄ╚ĪŻ2.└õ▄łČčŪ░╠Ä└ĒĄ─├½ą¦Ą═Ż¼░ūČ╚▓╗ē“Ż¼╗»īWŲĘ└╦┘MĄ╚ĪŻįņ│╔▀@ŅÉ┘|┴┐å¢Ņ}Ą─ų„ę¬įŁę“ų«ę╗╩ŪŻ║┐Ś╬’Į■▄ł╣żū„ę║Ħę║┴┐▓╗ē“ŻĪę“┤╦Ż¼╠ßĖ▀┐Ś╬’Ħę║┴┐╩Ū╠ßĖ▀Ū░╠Ä└Ē┘|┴┐Ą─ėąą¦═ŠÅĮĪŻ╚╗Č°,─┐Ū░╩ął÷╔ŽĄ─ę╗ą®╦∙ų^Ą─Ė▀Įoę║╩Ū▓╔ė├ÅŚąį▄ł³cĄ─ĘĮ╩Į,ų╗╩Ū╠ßĖ▀┴╦┐Ś╬’Ą─▒Ē├µÄ¦ę║┴┐,į┌║¾└mĄ─┴„│╠ųą╚į╚╗┴„╩¦,▓óø]ėąšµš²ū÷ĄĮĖ▀Įoę║ŻĪé„ĮyŪ░╠Ä└Ē╣ż╦ćī”┐Ś╬’╩®╝ė╣ż╦ćę║╩Ūį┌╦«Žõųąūį╚╗Į■ØnŻ¼╚╗║¾į┌┐šÜŌųąė╔▄ł▌ü╝ėē║╩╣▓┐Ęųę║¾wØB═Ė└wŠSā╚▓┐▓ó╚ź│²▒Ē├µĖĪę║ĪŻ▀@ĘNĘĮĘ©╚ńę╗Į■ę╗▄ł┐Ś╬’Ħę║┴┐▓╗│¼▀^75%Ż¼Č■Į■Č■▄ł│¼▓╗▀^85%ĪŻ╚ń╣¹īó▄ł▌üē║┴”£p▌pŻ¼Ä¦ę║┴┐╦Ų║§┐╔ęį╠ßĖ▀ĪŻĄ½Č╝╩Ū▒Ē├µÄ¦ę║ĪŻį┌║¾└m╠Ä└Ēųąīó│õĘų┴„╩¦Ż¼╝╚ø]ėąīŹļHą¦╣¹Ż¼▀Ćįņ│╔╣żū„ę║Ą─┤¾┴┐└╦┘MĪŻ▀@ĘN╠Ä└ĒĘĮʩĦę║┴┐╠ß▓╗Ė▀Ą─įŁę“ų„ę¬╩ŪŻ║į┌┐šÜŌųą╝ėē║Ż¼┐Ś╬’│÷▄ł³c║¾╩▄ē║Ų╚Ą─└wŠS╗žÅŚŻ¼┤¾┴┐Ą─┐šÜŌĘųūėį┌┤¾ÜŌē║Ą─ū„ė├Ž┬╗ž╠ŅĄĮ└wŠSĮM┐Śā╚▓┐Ż¼ūĶĄK┴╦ę║¾wĄ─ØB═ĖĪŻ▓╔ė├ČÓĮ■ČÓ▄łĄ─ĘĮĘ©▓╗▀^╩ŪųžÅ═┤╦▀^│╠ĪŻĮøīŹļH£yČ©Ż¼┐Ś╬’Ħę║┴┐▀_85%ū¾ėęŠ═▓╗į┘╠ßĖ▀ĪŻ
rk-ią═Ė▀Įoę║čbų├╩Ū▓╔ė├ę║Ž┬▄łę║ĪŻ┐Ś╬’ĮøĮ■Øn║¾į┌ę║Ž┬╝ėē║ĪŻį┌▄ł▌üē║┴”Ą─ū„ė├Ž┬īó┐Ś╬’ųą╔ą┤µĄ─┐šÜŌ│õĘų▄ł│²ĪŻ│÷▄ł³c║¾╚į╚╗į┌ę║¾wųąŻ¼į┌┤¾ÜŌē║Ą─ū„ė├Ž┬Ż¼ę║¾w▀Mę╗▓Į│õĘųØB═ĖĄĮ╗žÅŚĄ─┐Ś╬’└wŠSĮM┐Śā╚▓┐ĪŻ╚╗║¾į┘Įø▀^│÷▓╝▄ł▌üŻ©┐╔┐žē║┴”Ż®īó┐Ś╬’▒Ē├µČÓėÓę║¾w▄ł╚źĪŻ
═©▀^ęį╔Ž┤ļ╩®šµš²īŹ¼F┴╦Ė▀Įoę║ĪŻĮøīŹļH£yČ©Ż¼┐Ś╬’Ħę║┴┐Ė▀▀_130~150%ĪŻČ°ø]ėą▒Ē├µĄ╬ę║ĪŻį┌└õ▄łČčŪ░╠Ä└ĒīŹļH╔·«aæ¬ė├ųąŻ¼Ä¦ę║┴┐┐žųŲį┌110%ū¾ėęŻ¼┐Ś╬’├½ą¦▀_13.5Ż¼░ūČ╚80%ęį╔ŽĪŻ╗»īWŲĘ▒╚įŁČ■Į■Č■▄ł╣ż╦ć╣Ø╝s40%ū¾ėęĪŻ│õĘų’@╩Š┴╦Ė▀Įoę║Ą─ą¦ė├ĪŻį┌▀B└m═╦ų¾Ų»ķL▄ćŪ░╠Ä└Ē╣ż╦ćųąŻ¼ė┌┬─Ħš¶ŽõŪ░░▓ų├Ė▀Įoę║īóėąą¦Ž¹│²Śl╗©Ż¼ÖMÖnŻ¼ų¾ŠÜ▓╗═ĖĄ╚ė╔ė┌Ħę║┴┐▓╗ē“įņ│╔Ą─│ŻęŖ┤├▓ĪŻ¼▓ó─▄╣Ø╝s╗»īWŲĘĪŻ
"


Ų¾śI┘Y┘|Ż║AAĄ┌14─Ļ![]()
│¼┬Ģ▓©Å═║ŽÖC,│¼┬Ģ▓©ē║╗©ÖC,│¼┬Ģ▓©ĮW┐pÖC,│¼┬Ģ▓©┐pŠ`ÖC,│¼┬Ģ▓©ØŠ├▐ÖC,│¼┬Ģ▓©ē║├▐ÖC

ārĖ±Ż║Żż650000.00

ārĖ±Ż║Żż1060000.00
ārĖ±Ż║Żż312000.00

ą┬▀hŚØ ╝Å┐ŚėĪ╚Š ų▄▐D═░ čb▓╝▄ć Ę■čbÅSė├ ĘĮŽõ Ū░╠Ä└ĒÖCąĄ
ārĖ±Ż║Żż550.00






